Cleanroom entry hygiene
Cleanroom entry in pharma and cosmetics: personnel hygiene, particle control and the role of hygiene barriers.

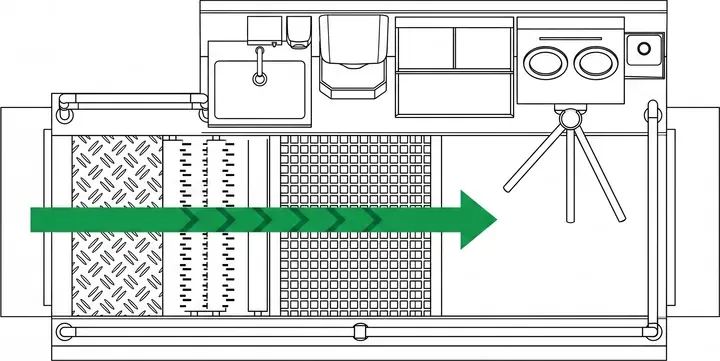
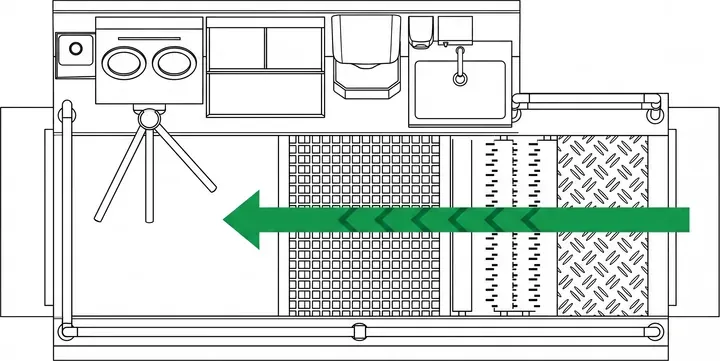
Hygiene control at the cleanroom entrance means running personnel through a graded sequence of steps — hand and, where required, boot cleaning, gowning and an air shower — in order, so as to minimise the particle and microbial load carried into the controlled environment. In pharmaceutical and cosmetic production the greatest source of contamination is the human being; for this reason the entrance is not a single door but a controlled passage chain that progresses “from less clean to cleaner”. In this article we explain, from a manufacturer’s perspective, how the cleanroom entrance works, where particle control diverges from hand/boot hygiene, and where the hygiene barrier fits into this chain.
What is hygiene control at the cleanroom entrance?
Hygiene control at the cleanroom entrance is a multi-stage access system that steadily reduces the particle and microbial load of every employee entering the controlled production environment. What distinguishes it from the classic personnel hygiene station in a food facility is that it controls not only hands and boots but also airborne particles such as hair, skin, work clothing and the dust/fibres shed through movement. In pharmaceutical and cosmetic production the aim is not to remove visible dirt but to avoid carrying invisible sub-micron particles and live microorganisms into the production area.
Cleanrooms are classified by airborne particle concentration under the international ISO 14644-1 standard; in sterile pharmaceutical manufacturing the EU GMP Annex 1 Grade A–D classes are additionally used. The common message of this framework is clear: the cleaner the environment is to be, the more barriers and stages are needed at the entrance. In cosmetic production, too, ISO 22716 (Cosmetics Good Manufacturing Practices) treats personnel hygiene and controlled entry as a fundamental requirement.
In an operational cleanroom, the vast majority of airborne particles — typically around 70% in industry studies — are produced by people. Skin flakes, hair, cosmetic residue and clothing fibres are the main sources. That is why how personnel enter matters as much as the cleanroom “design”.
How does a cleanroom entrance differ from a food-facility hygiene passage?
The fundamental difference is the nature of the threat being controlled: in a food facility the priority is microbial and organic contamination, whereas in a cleanroom a layer of particle (dust, fibre, flake) control is added on top. In a food facility, personnel put on their work clothes, clean their hands and boots, pass through the turnstile and start production. In a cleanroom, gowning and — most often — an air shower or airlock layer are added to this chain. What the two worlds share is that hygiene is not left to the individual’s discretion — that is, the entrance is physically controlled.
Even so, the two systems are not alternatives but complements. Hand and boot hygiene is the first barrier that precedes — and makes possible — particle control. We cover the underlying logic on the food side in detail in our stopping contamination at the entrance article; the principles there also apply to the stage before the cleanroom.
Where does particle control diverge from hand and boot hygiene?
Particle control begins where hand and boot hygiene ends: while hand washing and disinfection target the microbial load and surface soil, particle control targets the micron-sized solid particles that disperse into the air from and around a person. Even when someone enters with clean hands, they continuously shed particles from their hair, skin, cosmetics and clothing. For this reason, hygiene at the cleanroom entrance shifts from a “clean the surface” logic to a “limit and filter particle dispersion” logic.
In practice, particle control works in three layers:
- Cover the source — covering skin and hair with a low-shedding, non-linting coverall, hood, mask and gloves that minimise particle release.
- Remove from the surface — in the air shower, blowing off the loose particles remaining on the garment with high-velocity, HEPA-filtered air jets.
- Sweep from the environment — continuously carrying particles out with the HEPA-filtered supply ventilation and pressure differential inside the cleanroom.
Hand hygiene stops the microbe, particle control stops the dust; at the cleanroom entrance the two are links of the same chain.
Why is gowning so critical?
Gowning is critical because it turns the human being from the cleanroom’s largest contamination source into a controlled “package”. Gowning is done in a separate passage room (gowning room / changing airlock) according to a specific order; the sequence generally proceeds from top to bottom (hood and mask first, then coverall, gloves last), so that cleaned zones are not re-soiled during dressing. This step is the heart of the personnel entrance: incorrect gowning can render all subsequent barriers ineffective.
A typical cleanroom gowning sequence proceeds as follows:
- 1Jewellery, watches and outer clothing are left in the changing section; make-up, if any, is checked.
- 2Hands are washed and thoroughly dried — wet hands both reduce disinfectant effectiveness and make putting on gloves harder.
- 3Hand disinfection is applied.
- 4The hood/hairnet and face mask are put on; hair and beard are fully covered.
- 5The cleanroom coverall, footwear/overshoes and, where required, goggles are put on.
- 6Gloves are put on and re-disinfected if necessary; then the air shower / airlock is passed through.
The gowning room is arranged to clearly separate the “dirty” and “clean” sides; personnel move in one direction and back-flow is prevented. This directional discipline is the cleanroom counterpart of the one-way turnstile logic on the food side.
What does an air shower do, and how does it differ from a hygiene barrier?
An air shower is an enclosed antechamber that removes the loose particles remaining on gowned personnel by blowing them off with high-velocity, HEPA-filtered air jets before the cleanroom door. What differs from a hygiene barrier is what it controls: a hygiene barrier cleans hands/boots and governs passage with a turnstile; an air shower removes the particles on the garment surface and, with its interlocked doors, prevents air escape between the two environments. The two are not rivals but different links of the same chain.
In a typical air shower, personnel step in, the doors lock and the filtered air jets from the ceiling and side walls “scan” the garment for generally about 20–40 seconds. The particle-laden air is drawn out through floor grilles, passed through a pre-filter and HEPA/ULPA filters, and recirculated. The doors do not open at the same time; this interlock is the critical design detail that prevents outside air from passing into the cleanroom.
What is the hygiene barrier’s role before the cleanroom?
The hygiene barrier’s role in the cleanroom architecture is to establish the first barrier before particle control: gowning and the air shower are meaningful only when clean hands and clean footwear arrive on top of them. If an employee enters the changing area with dirty hands or a contaminated shoe sole, even the most advanced air shower cannot fully compensate for that load. That is why the hygiene barrier protects the rest of the cleanroom chain by stopping contamination right at the entrance.
In pharmaceutical and cosmetic facilities the hygiene barrier is typically positioned before, or integrated with, the changing/gowning zone and takes on these functions: touchless hand washing and disinfection, boot/shoe-sole cleaning where required, and, via the turnstile, an auditable, one-way passage. The turnstile makes the steps actually completed — not a claim of “I did the hygiene” — the precondition for passage. When the barrier body is made of non-porous, particle-shedding-resistant AISI 304 stainless steel that withstands caustic cleaning, it provides an easy-to-clean surface compatible with the cleanroom environment.
Which components come together (with or without a washbasin, with boot cleaning, how many lanes) depends on the facility’s flow and the number of personnel. You can follow the core concepts in our what is a hygiene barrier article, and the right configuration in our how to choose a hygiene barrier guide.
A practical checklist for the cleanroom entrance
The list below gathers the points most often overlooked when planning the personnel entrance ahead of a pharmaceutical or cosmetic cleanroom:
- A single controlled entrance — the cleanroom should be reachable only through the gowning + entry chain; leave no alternative/unsupervised door.
- A clear dirty/clean separation — the changing area should be physically split into two zones; personnel move in one direction.
- Hand hygiene before gowning — hand washing and disinfection should be done with hands dried, before putting on gloves.
- Shoe/boot control — sole soil coming from outside should be treated as a particle source (boot washing methods).
- Airlock discipline — the air shower/airlock doors should be interlocked; the two doors should not open at the same time.
- Auditability — the turnstile counter and sensor records should provide evidence that can be shown during a GMP audit.
None of these steps is sufficient on its own; the effect comes from the integrity of the chain. We can plan together an entrance chain suited to your facility’s flow and cleanroom class.
Frequently asked questions
Is a hygiene barrier mandatory at the cleanroom entrance?
No standard requires purchasing a “hygiene barrier” by that name; however, the GMP and ISO 14644 / ISO 22716 frameworks treat personnel hygiene, hand cleaning and controlled, one-way entry as fundamental requirements. A hygiene barrier is the first barrier that fulfils these requirements — before particle control — in an auditable way.
Are a hygiene barrier and an air shower the same thing?
No. A hygiene barrier cleans hands and boots and controls passage with a turnstile; an air shower removes the loose particles on gowned personnel’s clothing with HEPA-filtered air jets and works as an airlock. The two target different threats (surface soil/microbe and airborne particle) and are used together in the same entrance chain.
What is the largest source of particles in a cleanroom?
The human being. In an operational cleanroom, personnel produce the vast majority of airborne particles (typically around 70% in industry studies): skin flakes, hair, cosmetic residue and clothing fibres are the main sources. Gowning and hand hygiene exist precisely to bring this source under control.
Why is the gowning sequence done from top to bottom?
When the hood and mask are put on first, then the coverall and gloves last, the cleaned lower zones are not re-soiled during dressing. Directional and sequence discipline is the simplest way to minimise particle release and to keep the final touches with the gloved hand clean.
Is a cleanroom entrance also required in cosmetic production?
Yes, depending on the sensitivity of the product being made. Cosmetics Good Manufacturing Practices (ISO 22716) treat personnel hygiene and controlled entry as a fundamental requirement. Although many cosmetic facilities do not require a pharmaceutical-level sterile class, a chain of hand hygiene, gowning and controlled, one-way entry is still established.
Where should the hygiene barrier be located before the cleanroom?
It is typically positioned immediately before, or integrated with, the changing/gowning zone, so that personnel enter the dressing area with clean hands and clean footwear. The aim is that only people who have completed the hygiene steps reach the particle-control and gowning layers.